Production equipment
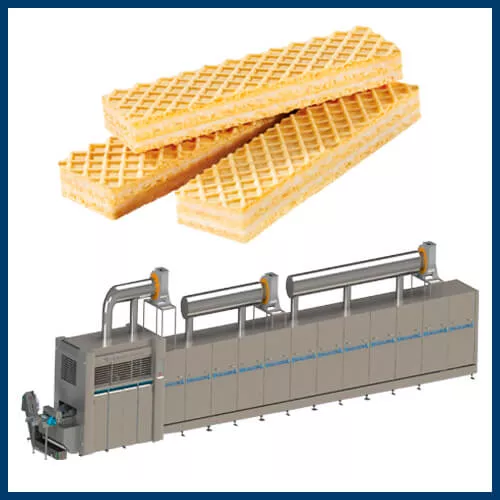
Back to catalogTunnel ovens
Manufacture of tunnel ovens and belt-type roasters with capacities adapted to your production targets, process conditions, and budget.
Up to 40% below market price: engineered to your real production task and shipped directly from the manufacturer — no dealer mark-up.